Коломна, проезд Озерский,
д. 4/2 смотреть на карте
д. 4/2 смотреть на карте
Почта:
zakaz@podrydchik.ru
zakaz@podrydchik.ru
4,3
11 отзывов, 24 оценки



Возьмем заказ в работу уже сегодня. Металл в наличии
Изготовление партий от 50 шт: профили, уголки,
швеллеры, короба, фасадные элементы. Собственный склад
металла (Ст3, 09Г2С, Нержавейка, Алюминий)

Не перекупы: Листогибочные прессы
с усилием 200т. Длина гиба до 3200 мм

Делаем монолитные детали без швов.
Это дешевле, прочнее и эстетичнее

Полный НДС 22%. Работаем в ЭДО,
предоставляем все документы

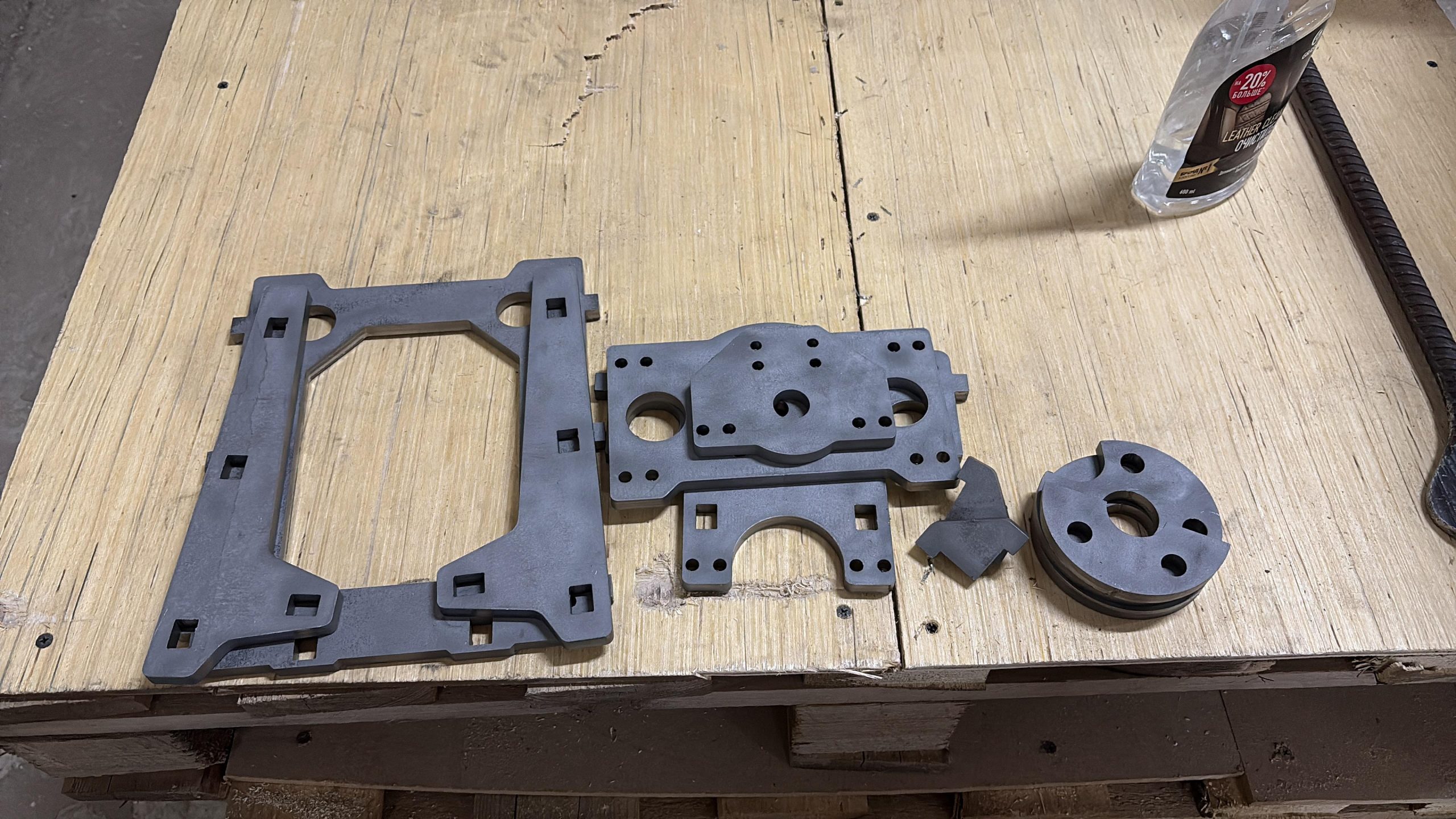
Чистая кромка без окалины, готовая к сборке
Сборка металлоконструкций любой сложности
Полимерное покрытие с запеканием в печи при 200°C
Оптимально размещаем детали на листе, используя общие резы
Полный цикл разработки: от
проектирования и чертежей, до готовой
партии

Создаем 3D-модель и согласовываем
с вами внешний вид и габариты
Конструктор оцифровывает эскиз в
CAD-системе (SolidWorks, Компас-3D)
Забираем деталь, делаем замеры (в т.ч.
3D-сканирование для сложной геометрии)




Московская область, г. Коломна. 100% собственных мощностей

15 станков с ЧПУ в собственности: Токарная
группа, Фрезерная группа, Лазерная резка, Гибка

Собственный склад расходных материалов
(Ст3, 45, 09Г2С, Нержавейка)

24/7: Работаем
в 2-3 смены





















Мы не передаем заказы и не накручиваем 30% как торговые дома

Вам не нужно искать разных подрядчиков. Все в одном месте:
от чертежей, до доставки

Умеем работать с клиентами, у которых «есть только идея» или «сломанная деталь»
Проверяем сырье на входе, контролируем качество на каждом этапе, проводим финальную проверку партии перед упаковкой

Мы уверены в своих мощностях, поэтому прописываем штрафы за просрочку

Заботимся о безопасной транспортировке, бережно упаковывая каждое изделие вне зависимости от габаритов
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции




















Сотрудничали с компанией по вопросу сварки металлоконструкций. В целом понравился подход: без лишней воды, по делу. Отдельно отмечу, что смету объяснили понятным языком, по материалам дали рекомендации, а по срокам держали в курсе. Были рабочие моменты, но их оперативно закрывали. Результат устроил, объект сдали в срок и без проблем.
Обращались по подрядным работам. Выбирали долго, потому что важны были не только цена, но и полное соблюдение тех процесса. Здесь понравилось, что сразу видно: люди понимают технологию, не путаются в этапах, адекватно считают объемы и не обещают невозможного. По итогу работы выполнены качественно, без замечаний.
Сотрудничали по токарным и фрезерным работам. Видно, что команда с практикой: понимают, где нельзя экономить на материале, а где можно оптимизировать бюджет без потери качества. Смета была прозрачная, этапность понятная, по ходу работ предоставляли обратную связь. Для нас это было важно, потому что задача требовала конкретных сроков и соблюдения технологии.
Понравился деловой подход к работе. Без типичной истории, когда на старте все красиво, а потом начинаются переносы и бесконечные доплаты. Здесь все было в рамках договоренностей. По технической части сотрудники ориентируются хорошо, разговаривают предметно, а не общими фразами. Итоговый результат соответствует ожиданиям.
Обратились по рекомендации. Сначала общались по смете и техническим моментам, потом уже приняли решение о сотрудничестве. Подкупило, что специалисты не «продавливали» лишние услуги, а объясняли, что реально необходимо. Бригада работала аккуратно. Главное — качество на выходе нормальное, без косяков и доделок.
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции
Проверяем контрагентов, сдаем отчетность вовремя, счета не блокируются
Подключены к ЭДО (СБИС, Диадок, Калуга Астрал). Обмениваемся договорами, счетами и УПД за 5 минут
Или работа без аванса, по договору поставки с постоянными клиентами

Приложите чертежи — технолог проверит
их и предложит варианты реализации проекта
Вопросы по сложным чертежам?
Звоните напрямую
Да, можно. Дату и время согласовываем с каждым клиентом отдельно
Да, изготавливаем. У нас ЧПУ оборудование, которое позволяет соблюдать высокую точность при производстве. Но это требует создания управляющей программы и отладки процесса.
Конечно. Уже привыкли к таким случаям. Но будьте готовы, что сжатые сроки часто ведут к дополнительному коэффициенту при просчете стоимости.
Да, возьмемся. Наш конструктор тщательно измерит вашу деталь, а при необходимости – отсканирует, создаст чертеж и 3D-модель и после согласования с вами отдаст в производство. Заполните специальную форму на сайте или обратитесь к нашему менеджеру удобным вам способом, и мы обязательно поможем.
Работаем и с давальческим сырьем, и со своим. Обязательно подберем для вас самый оптимальный вариант.
Гибка профильной трубы по радиусу: искусство точности
Создание плавного и точного радиуса при гибке профильной трубы — это вызов, где технология встречается с мастерством. Ошибка грозит необратимыми дефектами: смятием стенок, образованием «гофры» или трещин. Успех определяется верным выбором метода.
1. Высокая точность: станки с ЧПУДля серийных задач идеальны программируемые гибочные комплексы. Гидравлика и компьютерное управление гарантируют безупречную повторяемость. При сложных радиусах внутрь трубы вводится дорн — стальная оправка, становящаяся внутренним скелетом, который сохраняет идеальную геометрию сечения.
2. Классическая методика: гибка с наполнителемВ условиях мастерской или на объекте спасает «дедовский», но эффективный способ. Полость трубы плотно заполняют песком или солью. Этот упругий наполнитель равномерно распределяет давление, позволяя даже на ручном станке получить чистый изгиб без смятия.
3. Сила огня: горячая гибкаКогда металл слишком упрям (толстостенные трубы, малые радиусы), в дело вступает нагрев. Участок гиба газовой горелкой доводят до вишнёвого каления, делая металл податливым. Финал — обязательная термообработка для снятия опасных напряжений, возникших в материале.
Философия качества: Она зиждется на учёте пружинения металла, безупречной подготовке кромок и строгом контроле по шаблонам. Каждый метод — свой инструмент в руках технолога, где знание их возможностей рождает безупречную деталь.
Технологии гибки профильной трубы по радиусу
Гибка профильной трубы в заданный радиус — это искусство баланса между формой и прочностью. Выбор технологии диктуется требованиями к точности, сохранению геометрии сечения и свойствами материала. Современные методы, особенно на оборудовании с ЧПУ, превращают этот процесс в высокоточное производство, минимизируя дефекты и последующую калибровку.
Для сохранения чётких граней профиля и предотвращения овализации незаменима гибка с дорном, где внутренняя оправка поддерживает стенки. Для крупных арок идеальна сегментная гибка на валках, создающая плавные дуги. В сложных случаях применяют комбинированные методы: гибку с растяжением или горячую гибку с последующим отжигом для снятия напряжений.
Ключевой вызов — управление пружинением, упругим отскоком материала. Победа над ним лежит в точных инженерных расчётах, качественном инструменте и строгом соблюдении технологического регламента. Только это гарантирует безупречную геометрию, заложенную в чертеже, и итоговую прочность конструкции.
От заготовки до арки: искусство точной гибки профиля
Создание идеальных арочных элементов, рам или ферм — это высокотехнологичный процесс, где ключевую роль играет гибка профильной трубы по радиусу. Специализированное оборудование, от мощных трубогибочных прессов до компактных станков с ЧПУ, превращает прямую заготовку в сложную пространственную форму. Задача — не просто согнуть металл, а сделать это безупречно, избежав гофр, заломов и сплющивания сечения.
Точность начинается задолго до самого изгиба — с инженерного расчета, учитывающего свойства материала, геометрию профиля и критический минимальный радиус. Управляющая программа воплощает цифровой чертеж в материале, дозируя усилие с математической строгостью. Подготовительные этапы (точная лазерная резка) и последующая обработка (аккуратная шлифовка) обеспечивают безупречную основу для финишных покрытий, будь то долговечная порошковая окраска или иные виды отделки.
Таким образом, современный гибочный комплекс — это сердце технологической цепочки. Его возможности и грамотная эксплуатация определяют, как стандартный металлопрофиль обретает новую жизнь в виде прочных, эстетичных и геометрически безупречных конструкций.
Гибка профильной трубы по заданному радиусу — это искусство баланса между формой и прочностью. В отличие от круглых труб, квадратное или прямоугольное сечение сопротивляется деформации, стремясь к сплющиванию и образованию гофр на внутренней стенке.
Ключевые методы — роликовая прокатка для плавных дуг и гидравлическая штамповка в оправе для точных углов. Их выбор диктуется радиусом, толщиной стенки и маркой металла. Для сохранения геометрии критически важен расчет: слишком малый радиус или недостаток усилия ведут к дефектам.
Технология требует учета свойств материала: гибка высокопрочных сталей или алюминиевых сплавов зачастую немыслима без предварительного нагрева, повышающего пластичность. Финишным аккордом может стать термообработка (отжиг) для снятия опасных внутренних напряжений.
Контроль качества выходит за рамки простой калибровки. Он включает визуальный осмотр, проверку на сплющивание и, для ответственных конструкций, дефектоскопию зоны изгиба. Только так можно гарантировать, что элегантная дуга сохранит свою несущую способность и долговечность в составе рамы, арки или каркаса.