Коломна, проезд Озерский,
д. 4/2 смотреть на карте
д. 4/2 смотреть на карте
Почта:
zakaz@podrydchik.ru
zakaz@podrydchik.ru
4,3
11 отзывов, 24 оценки



Возьмем заказ в работу уже сегодня. Металл в наличии
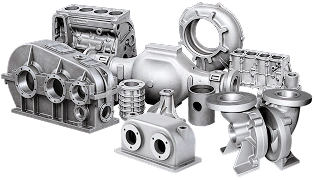
Сварка изделий различной сложности от единицы до серии:
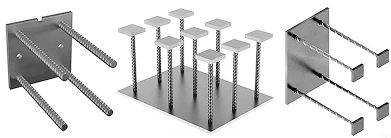
рамы, кронштейны, корпуса, баки, закладные детали.
Собственный склад металла (Ст3, 09Г2С, Нержавейка, Алюминий)

Не перекупы: Цех сварочной сборки (4 поста).
Полуавтоматы, Аргон, лазерная сварка

Идеальная геометрия.
Варим на стапелях и в кондукторах

Полный НДС 22%. Работаем в ЭДО,
предоставляем все документы

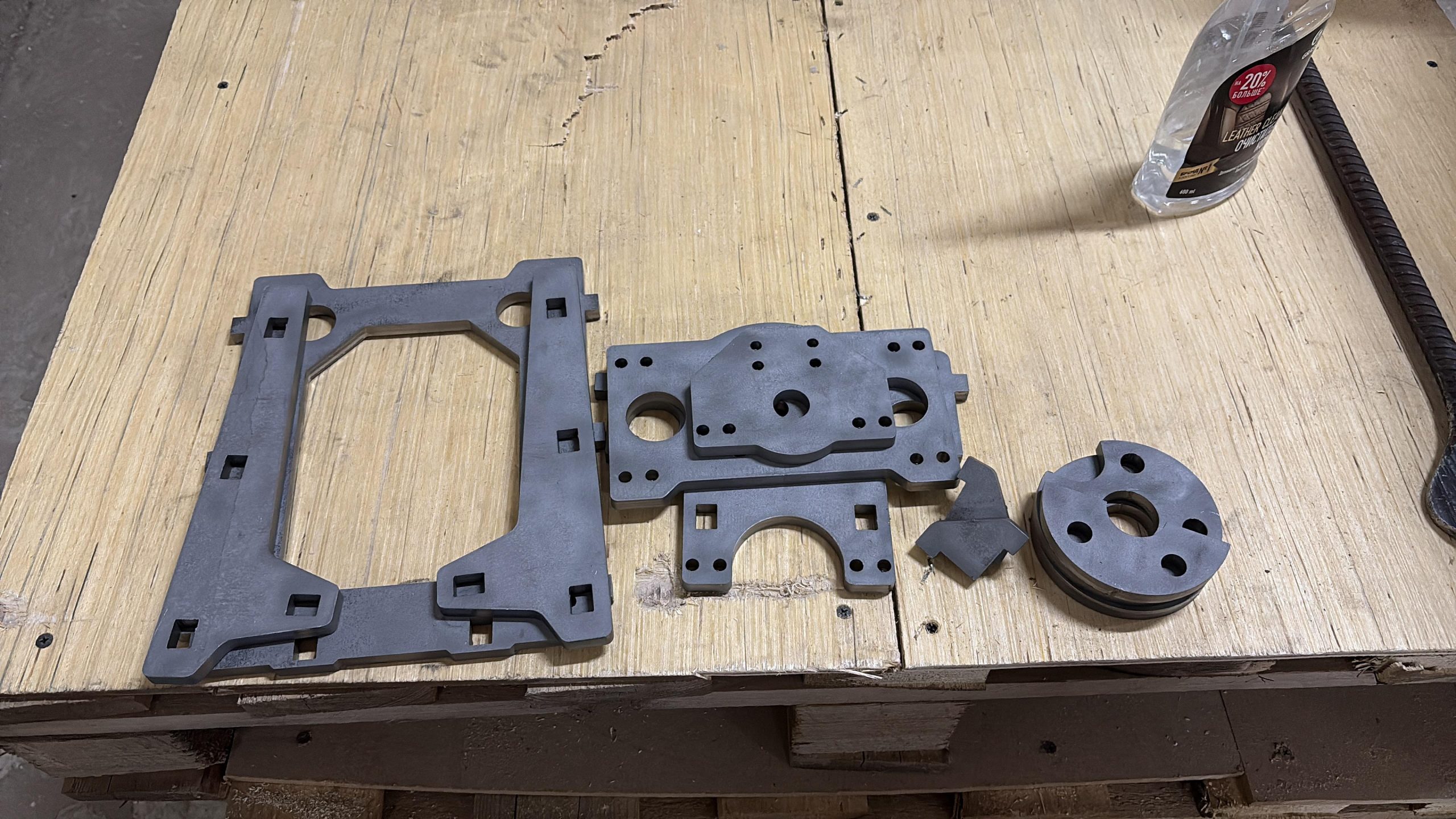
Чистая кромка без окалины, готовая к сборке
Придание объемной формы на листогибочных прессах с ЧПУ
Полимерное покрытие с запеканием в печи при 200°C
Оптимально размещаем детали на листе, используя общие резы
Полный цикл разработки: от
проектирования и чертежей, до готовой
партии

Создаем 3D-модель и согласовываем
с вами внешний вид и габариты
Конструктор оцифровывает эскиз в
CAD-системе (SolidWorks, Компас-3D)
Забираем деталь, делаем замеры (в т.ч.
3D-сканирование для сложной геометрии)




Московская область, г. Коломна. 100% собственных мощностей

15 станков с ЧПУ в собственности: Токарная
группа, Фрезерная группа, Лазерная резка, Гибка

Собственный склад расходных материалов
(Ст3, 45, 09Г2С, Нержавейка)

24/7: Работаем
в 2-3 смены





















Мы не передаем заказы и не накручиваем 30% как торговые дома

Вам не нужно искать разных подрядчиков. Все в одном месте:
от чертежей, до доставки

Умеем работать с клиентами, у которых «есть только идея» или «сломанная деталь»
Проверяем сырье на входе, контролируем качество на каждом этапе, проводим финальную проверку партии перед упаковкой

Мы уверены в своих мощностях, поэтому прописываем штрафы за просрочку

Заботимся о безопасной транспортировке, бережно упаковывая каждое изделие вне зависимости от габаритов
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции




















Сотрудничали с компанией по вопросу сварки металлоконструкций. В целом понравился подход: без лишней воды, по делу. Отдельно отмечу, что смету объяснили понятным языком, по материалам дали рекомендации, а по срокам держали в курсе. Были рабочие моменты, но их оперативно закрывали. Результат устроил, объект сдали в срок и без проблем.
Обращались по подрядным работам. Выбирали долго, потому что важны были не только цена, но и полное соблюдение тех процесса. Здесь понравилось, что сразу видно: люди понимают технологию, не путаются в этапах, адекватно считают объемы и не обещают невозможного. По итогу работы выполнены качественно, без замечаний.
Сотрудничали по токарным и фрезерным работам. Видно, что команда с практикой: понимают, где нельзя экономить на материале, а где можно оптимизировать бюджет без потери качества. Смета была прозрачная, этапность понятная, по ходу работ предоставляли обратную связь. Для нас это было важно, потому что задача требовала конкретных сроков и соблюдения технологии.
Понравился деловой подход к работе. Без типичной истории, когда на старте все красиво, а потом начинаются переносы и бесконечные доплаты. Здесь все было в рамках договоренностей. По технической части сотрудники ориентируются хорошо, разговаривают предметно, а не общими фразами. Итоговый результат соответствует ожиданиям.
Обратились по рекомендации. Сначала общались по смете и техническим моментам, потом уже приняли решение о сотрудничестве. Подкупило, что специалисты не «продавливали» лишние услуги, а объясняли, что реально необходимо. Бригада работала аккуратно. Главное — качество на выходе нормальное, без косяков и доделок.
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции
Проверяем контрагентов, сдаем отчетность вовремя, счета не блокируются
Подключены к ЭДО (СБИС, Диадок, Калуга Астрал). Обмениваемся договорами, счетами и УПД за 5 минут
Или работа без аванса, по договору поставки с постоянными клиентами

Приложите чертежи — технолог проверит
их и предложит варианты реализации проекта
Вопросы по сложным чертежам?
Звоните напрямую
Да, можно. Дату и время согласовываем с каждым клиентом отдельно
Да, изготавливаем. У нас ЧПУ оборудование, которое позволяет соблюдать высокую точность при производстве. Но это требует создания управляющей программы и отладки процесса.
Конечно. Уже привыкли к таким случаям. Но будьте готовы, что сжатые сроки часто ведут к дополнительному коэффициенту при просчете стоимости.
Да, возьмемся. Наш конструктор тщательно измерит вашу деталь, а при необходимости – отсканирует, создаст чертеж и 3D-модель и после согласования с вами отдаст в производство. Заполните специальную форму на сайте или обратитесь к нашему менеджеру удобным вам способом, и мы обязательно поможем.
Работаем и с давальческим сырьем, и со своим. Обязательно подберем для вас самый оптимальный вариант.
Сварка вертикальных швов — это искусство баланса, где мастер противостоит силе тяжести. Чтобы расплавленный металл не стекал, формируя подтёки, применяют особую технику.
Ключевой приём — движение электрода снизу вверх. Кристаллизующийся снизу металл становится естественной опорой для сварочной ванны. Дугу укорачивают, а силу тока снижают на 15-20% для уменьшения объёма жидкого металла. Электрод ведут с поперечными колебаниями («ёлочка», «треугольник»), что обеспечивает равномерное проплавление кромок и формирует качественный валик.
Используют электроды малого диаметра (2,5-4 мм) с тугоплавким покрытием. При сварке MIG/MAG или TIG тщательно контролируют параметры и расход газа.
Грамотное исполнение исключает такие дефекты, как подрезы и непровары, гарантируя высокую прочность соединения даже в сложных монтажных условиях.
Подготовка металла к вертикальной сварке: фундамент качественного шва
Качество вертикального сварного соединения рождается задолго до зажигания дуги. Тщательная подготовка металла — это создание идеальных условий для преодоления силы тяжести, залог прочного и эстетичного шва.
Ключевые этапы подготовки:
1. Безупречная зачистка. С кромок и прилегающих зон необходимо тщательно удалить все загрязнения: ржавчину, окалину, масла. Это гарантирует стабильность процесса и предотвращает образование пор.
2. Геометрическая точность кромок. В зависимости от толщины выполняется разделка (V- или X-образная) для глубокого провара. Кромки должны быть ровными, с чётко выдержанными углами скоса и притупления.
3. Жёсткая фиксация. Детали собирают с заданным зазором и надёжно прихватывают короткими швами, что минимизирует деформации при основном процессе сварки.
4. Осознанный выбор материалов. Подбор электродов, проволоки или газа, строго соответствующих марке основного металла и выбранному методу сварки, завершает подготовку.
Такой скрупулёзный подход позволяет идеально настроить режимы сварки и получить долговечное вертикальное соединение, лишённое дефектов.
Технология выполнения вертикального шва
Вертикальная сварка — искусство, бросающее вызов силе тяжести. Чтобы расплавленный металл не стекал, формируя дефекты, работу ведут исключительно снизу вверх. Каждый застывший слой становится надежной опорой для следующего.
Ключевые принципы мастерства:
1. Направление и техника: Движение снизу-вверх — аксиома. Для контроля ванны и равномерного проплавления применяют поперечные колебания электрода («ёлочка», «треугольник»), удерживая дугу максимально короткой.2. Режимы: Силу тока снижают на 10–20% относительно нижнего положения, используя электроды диаметром до 4 мм. Это минимизирует тепловложение и размер ванны, облегчая управление.3. Методы: Классикой остается ручная дуговая сварка (ММА). Для ответственных швов выбирают полуавтоматическую (MIG/MAG) или аргонодуговую (TIG) сварку, обеспечивающие высочайшее качество.4. Контроль: Качество определяется постоянством скорости, угла наклона и тщательной зачисткой каждого слоя. Финишная термообработка снимает остаточные напряжения, гарантируя долговечность соединения.
Строгое соблюдение этих правил превращает сложную задачу в предсказуемый результат — прочный, надежный и безупречно сформированный шов.
Сварка вертикального шва — это искусство управления силой тяжести. Чтобы удержать расплавленный металл от стекания, сварщик становится режиссёром крошечной, раскалённой ванны.
Ключевые методы:* «Снизу вверх» (подъёмом) — классический и надёжный способ. Короткая дуга и опора на застывающий валик позволяют тщательно формировать шов с глубоким проплавлением.* «Сверху вниз» (спуском) — метод для опытных, ценящих скорость. Он требует виртуозного контроля, чтобы расплав не опережал дугу, создавая непровар.
Успех определяется точным углом электрода, сдержанным током и особой «походкой» — колебаниями в форме «ёлочки» или «полумесяца». Каждый шов завершается аккуратно, без кратеров, а его качество подтверждается тщательной очисткой и контролем.
Таким образом, идеальный вертикальный шов — это синтез выверенной технологии и чутких рук мастера.