Коломна, проезд Озерский,
д. 4/2 смотреть на карте
д. 4/2 смотреть на карте
Почта:
zakaz@podrydchik.ru
zakaz@podrydchik.ru
4,3
11 отзывов, 24 оценки



Возьмем заказ в работу уже сегодня. Металл в наличии
Сварка изделий различной сложности от единицы до серии:
рамы, кронштейны, корпуса, баки, закладные детали.
Собственный склад металла (Ст3, 09Г2С, Нержавейка, Алюминий)

Не перекупы: Цех сварочной сборки (4 поста).
Полуавтоматы, Аргон, лазерная сварка

Идеальная геометрия.
Варим на стапелях и в кондукторах

Полный НДС 22%. Работаем в ЭДО,
предоставляем все документы

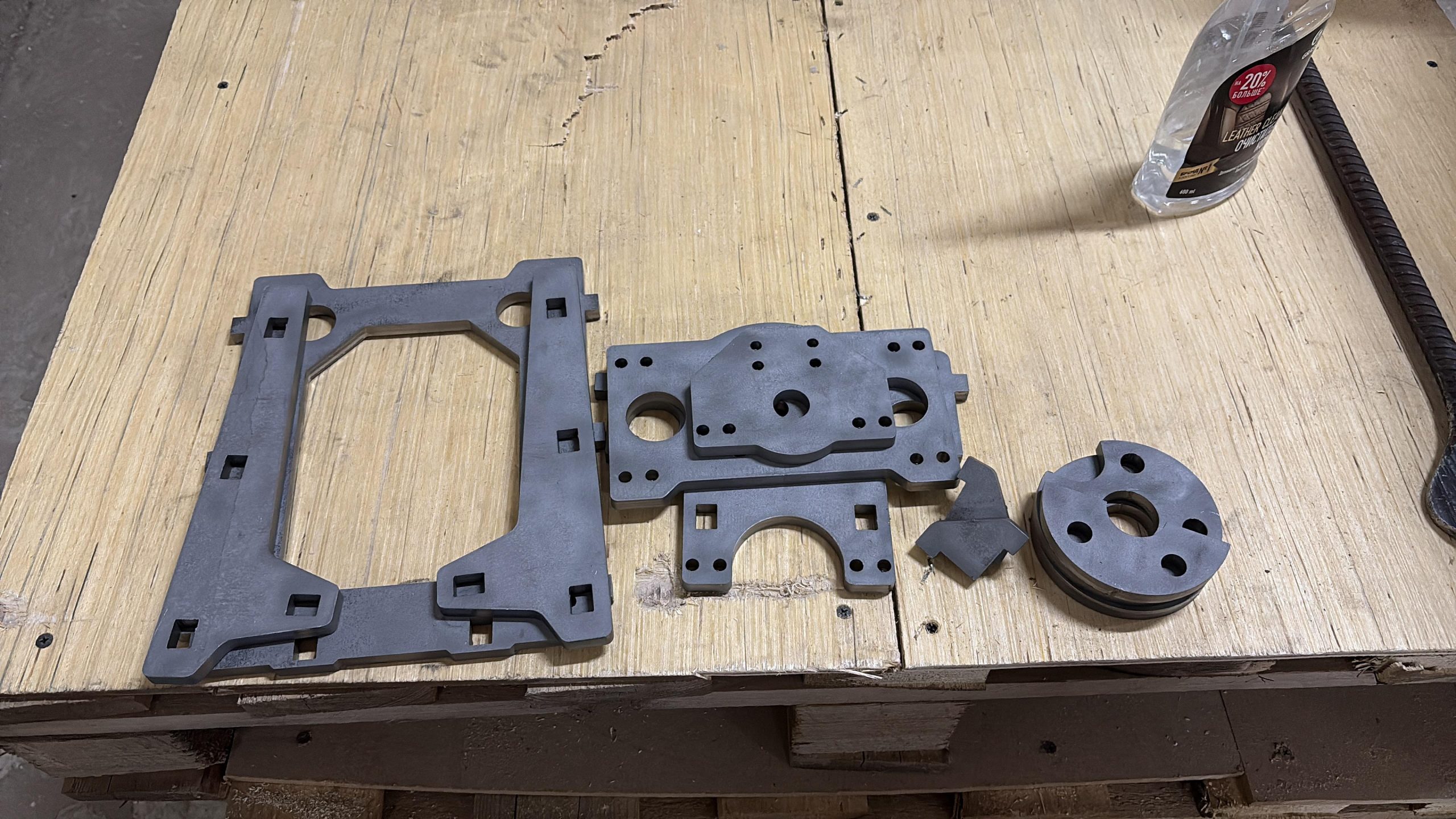
Чистая кромка без окалины, готовая к сборке
Придание объемной формы на листогибочных прессах с ЧПУ
Полимерное покрытие с запеканием в печи при 200°C
Оптимально размещаем детали на листе, используя общие резы
Полный цикл разработки: от
проектирования и чертежей, до готовой
партии

Создаем 3D-модель и согласовываем
с вами внешний вид и габариты
Конструктор оцифровывает эскиз в
CAD-системе (SolidWorks, Компас-3D)
Забираем деталь, делаем замеры (в т.ч.
3D-сканирование для сложной геометрии)




Московская область, г. Коломна. 100% собственных мощностей

15 станков с ЧПУ в собственности: Токарная
группа, Фрезерная группа, Лазерная резка, Гибка

Собственный склад расходных материалов
(Ст3, 45, 09Г2С, Нержавейка)

24/7: Работаем
в 2-3 смены





















Мы не передаем заказы и не накручиваем 30% как торговые дома

Вам не нужно искать разных подрядчиков. Все в одном месте:
от чертежей, до доставки

Умеем работать с клиентами, у которых «есть только идея» или «сломанная деталь»
Проверяем сырье на входе, контролируем качество на каждом этапе, проводим финальную проверку партии перед упаковкой

Мы уверены в своих мощностях, поэтому прописываем штрафы за просрочку

Заботимся о безопасной транспортировке, бережно упаковывая каждое изделие вне зависимости от габаритов
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции




















Сотрудничали с компанией по вопросу сварки металлоконструкций. В целом понравился подход: без лишней воды, по делу. Отдельно отмечу, что смету объяснили понятным языком, по материалам дали рекомендации, а по срокам держали в курсе. Были рабочие моменты, но их оперативно закрывали. Результат устроил, объект сдали в срок и без проблем.
Обращались по подрядным работам. Выбирали долго, потому что важны были не только цена, но и полное соблюдение тех процесса. Здесь понравилось, что сразу видно: люди понимают технологию, не путаются в этапах, адекватно считают объемы и не обещают невозможного. По итогу работы выполнены качественно, без замечаний.
Сотрудничали по токарным и фрезерным работам. Видно, что команда с практикой: понимают, где нельзя экономить на материале, а где можно оптимизировать бюджет без потери качества. Смета была прозрачная, этапность понятная, по ходу работ предоставляли обратную связь. Для нас это было важно, потому что задача требовала конкретных сроков и соблюдения технологии.
Понравился деловой подход к работе. Без типичной истории, когда на старте все красиво, а потом начинаются переносы и бесконечные доплаты. Здесь все было в рамках договоренностей. По технической части сотрудники ориентируются хорошо, разговаривают предметно, а не общими фразами. Итоговый результат соответствует ожиданиям.
Обратились по рекомендации. Сначала общались по смете и техническим моментам, потом уже приняли решение о сотрудничестве. Подкупило, что специалисты не «продавливали» лишние услуги, а объясняли, что реально необходимо. Бригада работала аккуратно. Главное — качество на выходе нормальное, без косяков и доделок.
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции
Проверяем контрагентов, сдаем отчетность вовремя, счета не блокируются
Подключены к ЭДО (СБИС, Диадок, Калуга Астрал). Обмениваемся договорами, счетами и УПД за 5 минут
Или работа без аванса, по договору поставки с постоянными клиентами

Приложите чертежи — технолог проверит
их и предложит варианты реализации проекта
Вопросы по сложным чертежам?
Звоните напрямую
Да, можно. Дату и время согласовываем с каждым клиентом отдельно
Да, изготавливаем. У нас ЧПУ оборудование, которое позволяет соблюдать высокую точность при производстве. Но это требует создания управляющей программы и отладки процесса.
Конечно. Уже привыкли к таким случаям. Но будьте готовы, что сжатые сроки часто ведут к дополнительному коэффициенту при просчете стоимости.
Да, возьмемся. Наш конструктор тщательно измерит вашу деталь, а при необходимости – отсканирует, создаст чертеж и 3D-модель и после согласования с вами отдаст в производство. Заполните специальную форму на сайте или обратитесь к нашему менеджеру удобным вам способом, и мы обязательно поможем.
Работаем и с давальческим сырьем, и со своим. Обязательно подберем для вас самый оптимальный вариант.
Сварка тонколистового металла полуавтоматом — это искусство баланса, где избыток энергии так же губителен, как и её недостаток. Ключевая задача — не прожечь хрупкий материал, сохранив его геометрию.
Успех кроется в деталях: инверторный источник с тонкими настройками, проволока 0.6-0.8 мм и минимальный вылет электрода создают «холодную», но стабильную дугу. Техника исполнения становится щитом от деформаций: короткие швы-прихватки, легкая осцилляция горелкой для рассеивания тепла, использование медных подкладок-теплоотводов.
Особое внимание — подготовке. Безупречная зачистка металла и защитная газовая среда — фундамент качественного соединения. Сварщик должен читать поведение миниатюрной сварочной ванны, как книгу, вовремя завершая шов и предотвращая кратерные трещины.
Таким образом, мастерство здесь проявляется не в мощности, а в точности и терпении, превращающих уязвимость тонкого листа в преимущество аккуратного и прочного шва.
Подготовка тонкого металла к сварке полуавтоматом: алхимия идеального шва
Искусство сварки тонколистового металла и капризного алюминия начинается не с нажатия курка, а с тихой, скрупулезной работы по подготовке. Этот этап — священнодействие, где закладывается душа будущего соединения: его прочность, чистота линий и устойчивость к деформациям. Пренебрежение здесь подобно строительству на песке.
Фундамент — безупречная чистота. Поверхность должна быть девственно чиста. Любая пленка масла, оксида (особенно на алюминии), ржавчины или краски — это мина замедленного действия, которая взорвется порами, непроварами и нестабильной дугой. Механическая зачистка и обезжиривание — не рекомендация, а догмат.
Геометрия и фиксация. Тонкие листы требуют ювелирной подгонки. Минимальный зазор в стыке, а для толщин от ~2 мм — аккуратная разделка кромок. Детали необходимо надежно состыковать и обездвижить с помощью прихваток или струбцин, чтобы термические напряжения не искривили изящную форму.
Атмосфера защиты. Правильно выбранный газ (аргон или смеси) и его оптимальный расход создают над сварочной ванной щит от губительного воздуха. Для ответственных швов защищают и обратную сторону, используя медные подкладки или флюс-пасту.
Симфония настроек. Заключительный аккорд — синхронизация параметров аппарата: напряжения, скорости подачи проволоки, вылета электрода. Их гармония рождает шов ровный, плотный, без прожогов и кратеров.
Таким образом, мастерство сварщика проявляется прежде всего в терпеливой подготовке, превращающей капризный тонкий металл в послушный материал для создания прочного и эстетичного соединения.
Искусство сварки тонкого металла на полуавтомате
Качественное соединение тонколистового металла — это баланс между точной настройкой аппарата и аккуратной техникой. Ключевая задача — минимизировать тепловложение, чтобы избежать деформаций, прожогов и пористости.
Алгоритм настройки:
1. Безупречная подготовка: Тщательно зачистите кромки от ржавчины, окалины и любых загрязнений. Для алюминия это особенно критично.2. Тонкие параметры: Установите мягкий режим: ток 60-90 А, напряжение 15-17 В. Используйте проволоку диаметром 0.6-0.8 мм, отрегулировав скорость её подавы. Для стали настройте регулятор газа на смесь Ar/CO₂ (80/20), предварительно продув магистраль.3. Аккуратная техника: Держите горелку под углом 5-15° от вертикали, с минимальным вылетом проволоки. Ведите шов равномерно, без колебаний. Медная подкладка за деталью эффективно отводит тепло.4. Контроль температуры: Сваривайте короткими прерывистыми швами («точками» или «ступенькой»), давая металлу остыть. Избегайте глубокого кратера в конце шва.
Помните: мастерство заключается в тонкой подгонке параметров под конкретную толщину и тип металла.
Сварка тонкого металла полуавтоматом — искусство баланса между теплом и скоростью. Ключ к успеху — минимальное, но управляемое тепловложение.
Подготовка безупречна: детали подгоняются вплотную, фиксируются частыми прихватками. Медная подложка под швом — ваш главный союзник против прожога, она активно отводит излишки тепла.
Настройки ювелирны: инверторный источник с обратной полярностью, проволока 0.6-0.8 мм, мягкая газовая смесь (аргон + CO₂). Напряжение и скорость подачи — на нижнем пороге.
Техника — импульсная: шов создается короткими «точками» или отрывистой «ёлочкой», с паузами для остывания металла. Это позволяет капле расплавленного металла аккуратно формировать сварочную ванну, не прожигая лист.
Результат — ровный, герметичный шов без коробления, готовый к созданию прочной и аккуратной конструкции.