Коломна, проезд Озерский,
д. 4/2 смотреть на карте
д. 4/2 смотреть на карте
Почта:
zakaz@podrydchik.ru
zakaz@podrydchik.ru
4,3
11 отзывов, 24 оценки



Возьмем заказ в работу уже сегодня. Металл в наличии
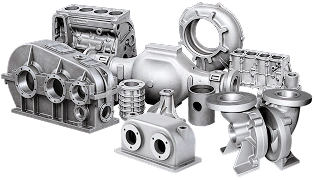
Сварка изделий различной сложности от единицы до серии:
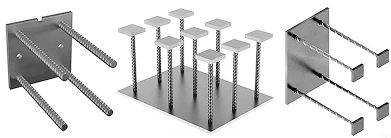
рамы, кронштейны, корпуса, баки, закладные детали.
Собственный склад металла (Ст3, 09Г2С, Нержавейка, Алюминий)

Не перекупы: Цех сварочной сборки (4 поста).
Полуавтоматы, Аргон, лазерная сварка

Идеальная геометрия.
Варим на стапелях и в кондукторах

Полный НДС 22%. Работаем в ЭДО,
предоставляем все документы

Чистая кромка без окалины, готовая к сборке
Придание объемной формы на листогибочных прессах с ЧПУ
Полимерное покрытие с запеканием в печи при 200°C
Оптимально размещаем детали на листе, используя общие резы
Полный цикл разработки: от
проектирования и чертежей, до готовой
партии

Создаем 3D-модель и согласовываем
с вами внешний вид и габариты
Конструктор оцифровывает эскиз в
CAD-системе (SolidWorks, Компас-3D)
Забираем деталь, делаем замеры (в т.ч.
3D-сканирование для сложной геометрии)




Московская область, г. Коломна. 100% собственных мощностей

15 станков с ЧПУ в собственности: Токарная
группа, Фрезерная группа, Лазерная резка, Гибка

Собственный склад расходных материалов
(Ст3, 45, 09Г2С, Нержавейка)

24/7: Работаем
в 2-3 смены





















Мы не передаем заказы и не накручиваем 30% как торговые дома

Вам не нужно искать разных подрядчиков. Все в одном месте:
от чертежей, до доставки

Умеем работать с клиентами, у которых «есть только идея» или «сломанная деталь»
Проверяем сырье на входе, контролируем качество на каждом этапе, проводим финальную проверку партии перед упаковкой

Мы уверены в своих мощностях, поэтому прописываем штрафы за просрочку

Заботимся о безопасной транспортировке, бережно упаковывая каждое изделие вне зависимости от габаритов
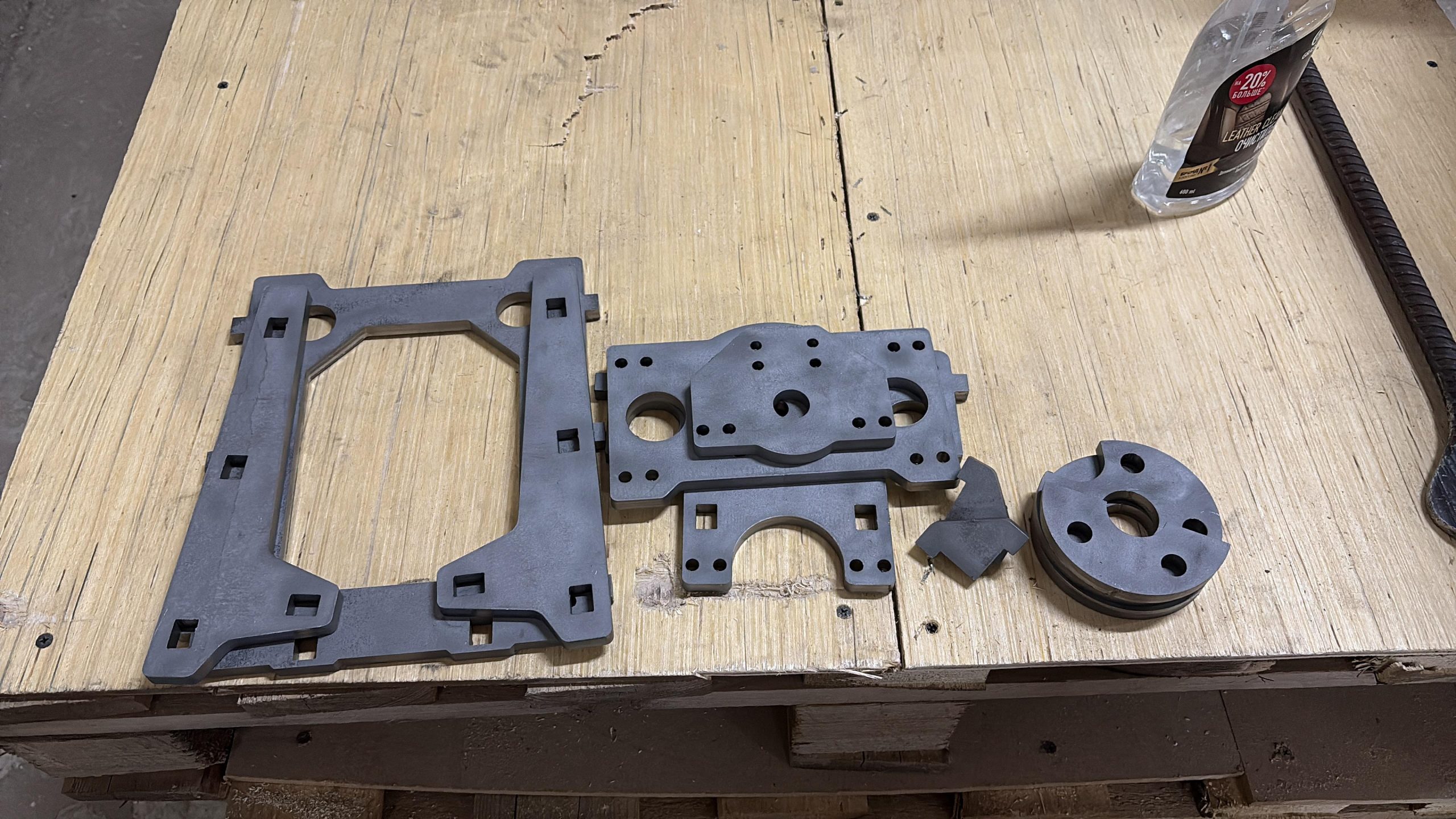
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции




















Сотрудничали с компанией по вопросу сварки металлоконструкций. В целом понравился подход: без лишней воды, по делу. Отдельно отмечу, что смету объяснили понятным языком, по материалам дали рекомендации, а по срокам держали в курсе. Были рабочие моменты, но их оперативно закрывали. Результат устроил, объект сдали в срок и без проблем.
Обращались по подрядным работам. Выбирали долго, потому что важны были не только цена, но и полное соблюдение тех процесса. Здесь понравилось, что сразу видно: люди понимают технологию, не путаются в этапах, адекватно считают объемы и не обещают невозможного. По итогу работы выполнены качественно, без замечаний.
Сотрудничали по токарным и фрезерным работам. Видно, что команда с практикой: понимают, где нельзя экономить на материале, а где можно оптимизировать бюджет без потери качества. Смета была прозрачная, этапность понятная, по ходу работ предоставляли обратную связь. Для нас это было важно, потому что задача требовала конкретных сроков и соблюдения технологии.
Понравился деловой подход к работе. Без типичной истории, когда на старте все красиво, а потом начинаются переносы и бесконечные доплаты. Здесь все было в рамках договоренностей. По технической части сотрудники ориентируются хорошо, разговаривают предметно, а не общими фразами. Итоговый результат соответствует ожиданиям.
Обратились по рекомендации. Сначала общались по смете и техническим моментам, потом уже приняли решение о сотрудничестве. Подкупило, что специалисты не «продавливали» лишние услуги, а объясняли, что реально необходимо. Бригада работала аккуратно. Главное — качество на выходе нормальное, без косяков и доделок.
100+ реализованных проектов за 18 лет: от единичных
изделий до контрактного производства серийной продукции
Проверяем контрагентов, сдаем отчетность вовремя, счета не блокируются
Подключены к ЭДО (СБИС, Диадок, Калуга Астрал). Обмениваемся договорами, счетами и УПД за 5 минут
Или работа без аванса, по договору поставки с постоянными клиентами

Приложите чертежи — технолог проверит
их и предложит варианты реализации проекта
Вопросы по сложным чертежам?
Звоните напрямую
Да, можно. Дату и время согласовываем с каждым клиентом отдельно
Да, изготавливаем. У нас ЧПУ оборудование, которое позволяет соблюдать высокую точность при производстве. Но это требует создания управляющей программы и отладки процесса.
Конечно. Уже привыкли к таким случаям. Но будьте готовы, что сжатые сроки часто ведут к дополнительному коэффициенту при просчете стоимости.
Да, возьмемся. Наш конструктор тщательно измерит вашу деталь, а при необходимости – отсканирует, создаст чертеж и 3D-модель и после согласования с вами отдаст в производство. Заполните специальную форму на сайте или обратитесь к нашему менеджеру удобным вам способом, и мы обязательно поможем.
Работаем и с давальческим сырьем, и со своим. Обязательно подберем для вас самый оптимальный вариант.
Особенности сварки тонколистового металла
Сварка тонкого металла — это искусство баланса, где избыток тепла так же губителен, как и его недостаток. Главный вызов — минимизировать тепловую деформацию и избежать прожогов, сохранив при этом прочность и герметичность шва.
Успех основывается на трех столпах:
1. Безупречная подготовка. Поверхности должны быть идеально очищены. Защита расплава инертным газом (аргон, гелий) — обязательное условие для получения чистого, беспористого шва без окислов.
2. Прецизионное оборудование. Лучшие результаты дают современные инверторные источники тока, особенно в импульсном режиме или при TIG-сварке. Импульс позволяет точечно подавать энергию, давая металлу остыть, что кардинально снижает риск коробления.
3. Ювелирная техника исполнения. Сварка ведется на высокой скорости, короткой дугой, часто без поперечных колебаний. Завершение шва — критический этап: кратер аккуратно заполняется присадочным материалом во избежание трещин.
Таким образом, сварка тонких листов — это симбиоз точной технологии, правильного метода и мастерства оператора, где каждая деталь направлена на обуздание тепловой энергии.
Выбор электрода для сварки тонкого металла: от теории к практике
Искусство сварки тонких листов (1-3 мм) — это баланс на грани прожога. Успех здесь начинается с осознанного выбора электрода, где экономия превращается в брак.
Ключ — не только минимальный диаметр (1,6-2,0 мм), но и «характер» покрытия. Дешёвые универсальные стержни — грубы и непослушны. Для тонкой работы нужны специализированные рутиловые (МР-3, АНО-4) или основные электроды. Их дуга — мягкая и стабильная, шлак отделяется легко, а металл ведёт себя предсказуемо.
Практика требует дисциплины: точечная фиксация деталей, пониженный ток (60-100 А) и виртуозная техника — короткие прихватки или метод «отрыва». Правильный электрод становится продолжением руки сварщика, минимизируя брызги и позволяя лепить аккуратный, прочный шов.
Таким образом, верно выбранный электрод — это не расходник, а тонкий инструмент, переводящий теорию контроля тепла в практику безупречного соединения.
Технология ручной дуговой сварки покрытым электродом (MMA)
В эпоху автоматизации ручная дуговая сварка (MMA) сохраняет статус незаменимой технологии. Её козырь — абсолютная мобильность и универсальность, позволяющая создавать прочные соединения в полевых условиях, на высоте или в стеснённом пространстве, куда не проникнет стационарное оборудование.
Сердце процесса — электрическая дуга, горящая между покрытым электродом и металлом. Под её пламенем (до 5000°C) расплавляются кромки детали и стержень электрода, сливаясь в единую ванну. Однако мастерство сварщика здесь — ключевой фактор, так как малейшее отклонение руки грозит дефектами.
Истинная магия кроется в обмазке электрода. Сгорая, она рождает газовую защиту и шлак, ограждающие расплав от вредного влияния атмосферы, стабилизирует дугу и легирует шов, улучшая его свойства.
После остывания шлаковую корку сбивают, обнажая чистый шов. Для критичных конструкций применяют предварительный подогрев и термообработку, чтобы укротить термические напряжения.
Таким образом, MMA — это не просто «приварить», а целое искусство сплава человеческого мастерства с глубокими физико-химическими процессами.
Усовершенствованный текст:
Сварка тонколистового металла, даже с использованием роботизированных комплексов, остаётся искусством баланса. Ключевая задача — виртуозное управление тепловложением, где малейшая погрешность в параметрах дуги грозит фатальными дефектами: от прожигающего материал кратера до коварного непровара.
Основные угрозы порождаются температурным дисбалансом:1. Деформации и прожог: Избыток энергии безжалостно прожигает тонкую структуру.2. Трещины и хрупкость: Резкое охлаждение провоцирует растрескивание и нежелательную закалку зоны вокруг шва.3. Непровар: Без специальных приёмов (например, подварки корня) невозможно гарантировать сплошность соединения по всей толщине.
Пути минимизации рисков образуют целостную стратегию:* Интеллектуальное управление процессом: Осцилляция горелки, синхронизированная подача присадки и регулировка скорости для распределения тепла.* Контроль термического цикла: Предварительный подогрев и последующий отжиг смягчают температурные градиенты, снимая напряжения.* Надёжная защита: Применение флюсов или инертных газов создаёт барьер против окисления расплавленного металла.* Скрупулёзный контроль: Помимо визуального осмотра, обязательна инструментальная дефектоскопия для выявления скрытых изъянов.
Таким образом, надёжное соединение тонких листов — это результат синтеза точной технологии, превентивных мер и строгого контроля на всех этапах работы.